今回は鋳造欠陥を理解していきましょう。
基本を確認!鋳造のステップ
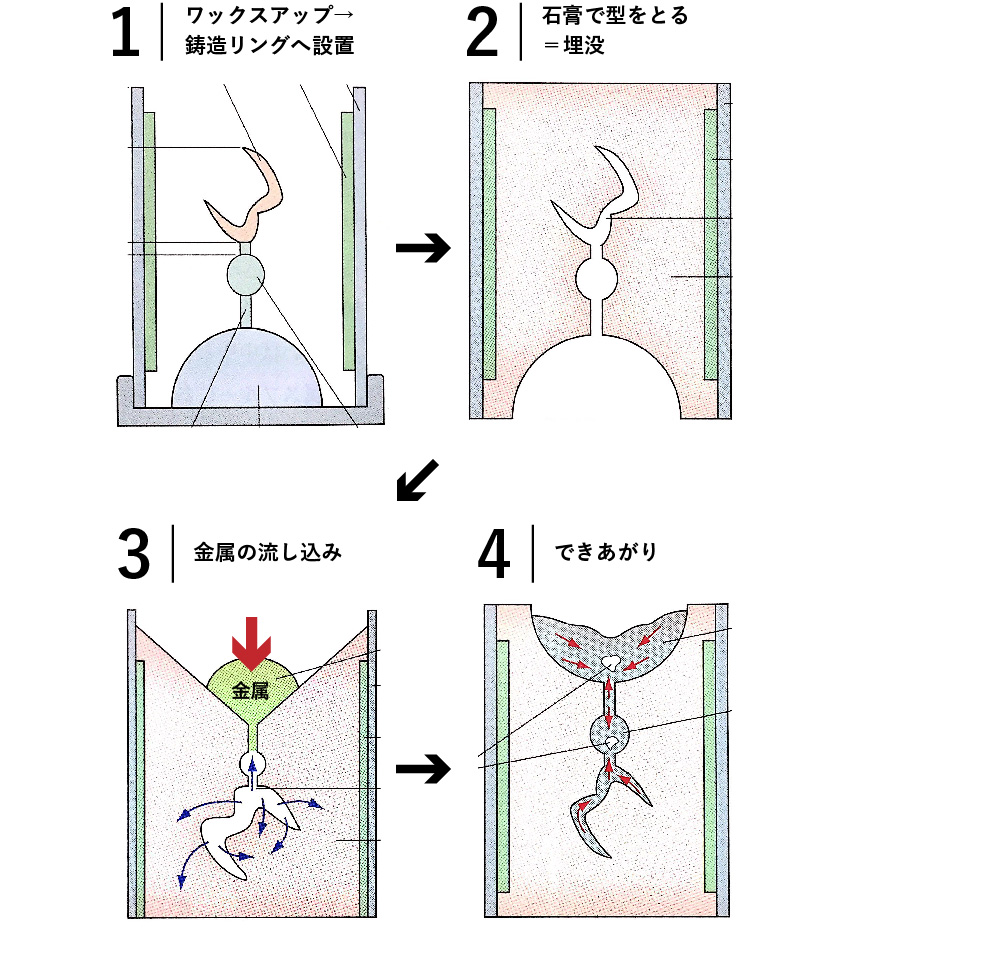
まず最初に、鋳造の基本的な流れを押さえていきましょう。 下のイラストの4段階で説明していきます。

コア歯科理工学 小倉英夫ら 医歯薬出版株式会社 2008 を改変
1.ワックスアップ→鋳造リング内に設置
最初は、模型上でクラウンの形をワックスアップするところから初めます。ワックスアップが終わったクラウン形のワックス(ろう型)を、鋳造リング内に図のようにたてます。とりあえず、数字や説明は置いておいて、大まかな流れを掴みます。
2.石膏=埋没材で型をとる
次に石膏を流して硬化させます。電気炉に入れると中のワックスがが溶け出して上のイラストのような状態になります。
3.金属を型に流し込む
ワックスが溶けてた空洞の中に圧力を加えながら溶けた液体の金属を流し込みます。
4.できあがり
金属が十分に冷えたらクラウンの出来上がりです。
流れが理解できたところでこれから鋳造欠陥についていくつか代表的なものを説明していきたいと思います。
A|中に空洞ができるもの

コア歯科理工学 小倉英夫ら 医歯薬出版株式会社 2008 より
A1|引け巣
金属は収縮すると上図のようにいくつか空洞ができてしまいます。これを引け巣と呼びます。これがクラウンの中にできてしまうと鋳造欠陥となります。これの原因を知るには、金属が液体から固体に変わるときの変化を理解しなければいけません。
溶かした金属は冷めたところから固まっていくので、外側から固まっていきます。解けた状態から固体に変わるときに大きく収縮しますが、最初に固まる外側の部分は、膨張した大きいサイズのまま固まってしまい、だんだん内側に硬化が進んでいっても、サイズは大きいままなので、金属が足りなくなり、最後に固まるところがぽっかりと空洞になってしまうのです。全体としては収縮もしますが、、、
上の図は、それを防ぐために、湯だまり(クラウンの上の丸い部分)をつけていて、そこが最後に固まるようにして、そこに空洞を作らせてクラウン内の空洞を回避しています。ちなみに「溶けた金属」のことを「湯」と言うので覚えておきましょう。「 湯だまり」「残り湯」「 湯回り不良」などと使います。
※「引け巣」と次で説明する「ブローホール」をまとめて、「鋳巣(いす)」と呼ぶことがあります。ややこしいですが、過去国家試験で問われている(92B-17)部分なのでしっかり用語を覚えましょう。
【対策】
- 湯だまりをつける。
- スプルー線を太くする。ことで、空洞ができる部分=最後に固まる部分をクラウン意外の場所にする。

イメージとしてはこんな感じ↑なんですが、実際は外側から固まっていって、サイズ大きなまま内側へ向かって固まっていくので中央部分=最後に固まるところが割りを食って、空洞になってしまいます↓

A2|ブローホール

ブローホールは溶けた金属の中に残ったガスや酸素で、小さな空洞がたくさんできるものです。
※「引け巣」と「ブローホール」をまとめて、「鋳巣(いす)」と呼ぶことがあります。ややこしいですが、過去国家試験で問われている(92B-17)部分なのでしっかり用語を覚えましょう。
【対策】
- 熱源を高周波やアークに変更(ガスの炎で熱している時に酸素が入り込んだりする)
- 空気ではなく、アルゴンガスの環境で熱する、
- 還元炎の部分で加熱し、フラックスを使用する
B|表面に凹みができるもの

B1|背圧多孔
溶けた金属と石膏の型の間に空気が残ってしまって、その部分が凹みとなってクラウンが出来上がってしまう鋳造欠陥です。「背圧によるくぼみ」という表現もします。リン酸塩埋没材などの石膏の密度が高すぎたりすると空気の通りが悪く、上の図のようなことが起きます。
【対策】
- 鋳造材の通気性をよくする
- エアベントの使用(空気を抜くための管を石膏に埋め込んで、空気を強制的に抜く)
- 鋳造圧を高め、長時間圧力をかける

B-2|ホットスポット
- スプルーの立てる位置を考慮

スタンダード歯科理工学ー生体材料と歯科材料ー 第4版 学建書院 より
B-3|なめられ
「なめられ」は金属が端っこまでながれずに、端が丸く中途半端な形になってしまう鋳造欠陥です。金属の溶かし方が甘かったり、流し込むときの圧力(遠心力とか)が弱かったりすると、端まで流れてくれずに、上の図のような事になってしまいます。また、通気性が悪く、背圧多孔が縁にできたものもなめられ、として分類します。
【対策】
- 合金をしっかり溶かしてから流し込む
- 鋳造圧力を高まる
- 埋没材の通気性を高める(エアベント、埋没材の種類、混水比の調整など)

B-4|入れ干し
入れ干し、は、図の通り、金属の量が足りてないことでできる不完全なものをいいます。
C|表面に凸や突起
C-1|球状突起

球状突起はワックスの表面に気泡がついたまま鋳型=石膏が固まってしまうことでおきます。ワックスは油で石膏は水です。なじみが悪いので水がはじかれてしまいそこに気泡が入り込んでしまいます。クラウンを作る実習のときに界面活性剤をスプレーしたのを覚えていますでしょうか。 界面活性剤でこの球状突起を防ぐことが出来ます。
【対策】
- 界面活性剤の使用
- 真空練和

コア歯科理工学 小倉英夫ら 医歯薬出版株式会社 2008 より
C-2|バリ

バリは石膏にひびが入ってしまうことでおきます。埋没剤が固まった後に強い衝撃を与えたり、急激に熱したりすると石膏が割れてしまいます。その割れた部分に金属が流れ込んでしまうと、上の図のようなバリとなっていしまいます。
【対策】
- 埋没剤をゆっくり加熱
- 埋没材の強度アップ(混水比の調整など)

コア歯科理工学 小倉英夫ら 医歯薬出版株式会社 2008 より

C-3|鋳肌荒れ

C-4|湯境い
ブリッジなどの鋳造では、スプルーを複数立てます。それらが出会う箇所での不具合を湯境いといいます。鋳造体表面に線状の段差ができるのが一般的です。溶かした金属量が足りなかったり、最後まで流れ込む前に固まってしまうことで起きます。

コア歯科理工学 小倉英夫ら 医歯薬出版株式会社 2008 より
今回は以上です。これ以外にも鋳造欠陥はありますが、今回取り上げた主なものをしっかり理解しておけば大体の問題は解けるように生るはずです。ポイントは「その鋳造欠陥がどのようにしてできたのかを、イメージできるようになること」です。そうすると、例え原因や対策を暗記していなくても、言い回しを変えられてもしっかりと解答できるようになります。
歯科理工学が苦手な人のための参考書
1.コア歯科理工学 ★★★
歯科理工学の入門書としては秀逸です。国試の標準、天下の医歯薬出版の教科書です。とにかく、図やグラフ、写真が多く、文章も初心者に易しく書かれているので、最初に歯科理工学を学ぶ人はこちらの本をまず開くのがよいと思います。今回の記事を書く上でもイラスト等、参考にさせていただき、いくつか引用もさせてもらっています。ある程度知識がついてくると、「スタンダード歯科理工学」も難なく読めるようになります。歯科理工学苦手な人はまずはこの本で調べ物したり、勉強するのが良いでしょう。
2.ライブ歯科理工学―よくわかるやさしい講義中継 ★★☆
この先生に授業を受けていたらどんなに歯科理工が楽に勉強できたか、、、この参考書を開いたときの率直な感想です。まずはこの本で大まかなイメージ、全体像を掴んでから、微に入り細に入り、知識を肉付けしてくことが効率的な道筋だと思います。さらなる知識の肉付けには、後述するスタンダード理科理工学が非常に有用です。ただ、鋳造欠陥に関しては、写真が無かったり、イメージがしずらいかもしれません。